Large-Scale Bio-Organic Fertilizer Production Line: Customized Automated Solutions for Industrial Plants
As the organic fertilizer industry moves towards industrialization and large-scale production, the equipment requirements for large-scale production bases have evolved from simply “usable” to “highly efficient, stable, intelligent, and environmentally friendly.” Large-scale bio-organic fertilizer production lines with annual capacities of 50,000 tons, 100,000 tons, or even over 300,000 tons are no longer simple stacks of individual pieces of equipment, but rather systematic engineering projects integrating intelligent pretreatment, continuous fermentation, high-speed granulation, and fully automated packaging. This article analyzes the core equipment configuration, intelligent control advantages, and global implementation practices of large-scale production lines.
Unlike small and medium-sized production lines, large-scale production bases place higher demands on equipment systems: Full automation—from raw material intake to finished product delivery, achieving unmanned or minimally manned operation to reduce labor costs and operational errors; High capacity—a single line needs to cover 20-50 tons per hour to meet the monthly production needs of tens of thousands of tons; Stable quality—minimally fluctuating core indicators such as particle strength and nutrient uniformity under continuous operation; Environmental compliance—dust, odor, and wastewater treatment meeting international standards.
20-50t/h Fully Automated Equipment Configuration: Eight Systems Working in Harmony
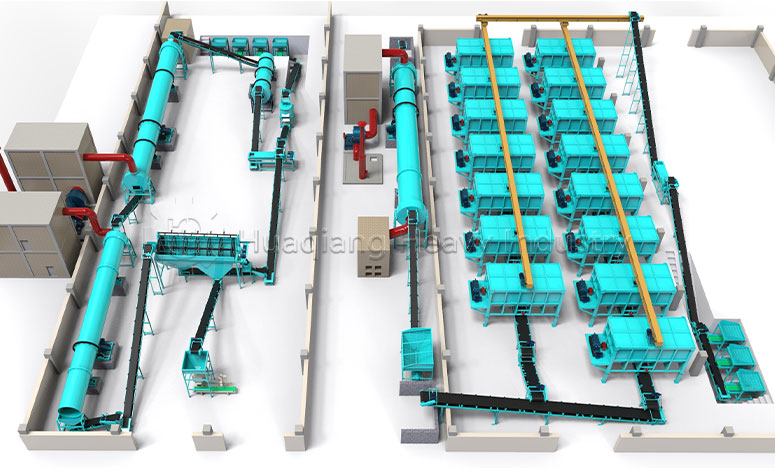
The core configuration of a large-scale bio-organic fertilizer production line encompasses eight interconnected systems forming a closed-loop production chain.
The intelligent pretreatment system is the starting point for quality. After raw materials enter the plant, a screw extrusion solid-liquid separator reduces the moisture content of fresh manure from over 90% to 60%-65%. A chain crusher pulverizes straw and fermentation materials to ≤5mm fineness. A twin-shaft paddle mixer precisely mixes auxiliary materials and microbial agents at a carbon-to-nitrogen ratio of 25-30:1. The automatic batching system uses a high-precision weighing module with a measurement error of ≤±0.3%, supporting the simultaneous proportioning of 8-12 materials.
The trough-type turning system is the core of fermentation. A large trough-type turning machine travels back and forth along a fixed fermentation trough, turning to a depth of up to 1.8 meters, with a single trough processing capacity of 50-100 cubic meters/hour. Combined with a trough-bottom aeration system and a waste gas collection device, the fermentation cycle is compressed to 15-20 days, while simultaneously achieving centralized odor treatment. For large-scale projects with limited space, a multi-tank parallel design can be adopted, easily exceeding 10,000 tons of total fermentation capacity.
The continuous granulation system determines the product form. Large rotary drum granulators (2.8-3.2 meters in diameter, 10-12 meters in length) can achieve a single-machine output of 15-25 tons per hour, with a granulation rate ≥92%. The inner wall of the drum is coated with a nano-ceramic coating, making it wear-resistant and corrosion-resistant; a spiral biomimetic lifting plate lifts the material to form a uniform material curtain, ensuring granule roundness. For scenarios requiring the production of high-strength granules, hydraulic roller granulators can be configured in parallel to achieve complementary processes of dry extrusion and wet agglomeration.
A fully automated packaging system enables rapid sealing of finished products. A double-bucket quantitative packaging scale with an accuracy of ±0.2% supports rapid switching between 25kg small bags and 1000kg ton bags, with an efficiency of 600 bags/hour. A robotic palletizing system automatically stacks the products, combined with heat shrink sealing and QR code traceability, with all data uploaded to the enterprise management system in real time.
The “brain” of the large production line is the DCS distributed control system. Operators can complete the entire production line start/stop, parameter settings, and fault diagnosis from the central control room. The system collects over 200 data points in real time, including fermentation temperature, granulation speed, and drying hot air temperature, and automatically adjusts its operation through preset algorithms: when the material moisture content is below 18%, the granulator automatically increases the spray volume; when the drum temperature exceeds 60℃, it automatically reduces the feeding speed and starts the cooling fan.

The remote monitoring module supports viewing the operating status and receiving fault warnings via a mobile app, allowing engineers to optimize parameters and troubleshoot faults remotely. According to industry data, intelligent control systems can reduce labor costs by over 60% and increase equipment utilization by 25%.
Environmentally Friendly Design: Dust-free, Odor-free, Zero Wastewater Discharge
Large-scale production lines must prioritize environmental design. The fermentation zone is equipped with a biological filter deodorization system, using compound microbial agents to degrade odorous gases such as ammonia and hydrogen sulfide, achieving a deodorization efficiency of over 90%. Pulse bag filters are used in the granulation and screening stages, with dust emission concentrations ≤30mg/m³. Wastewater from production undergoes multi-stage sedimentation treatment and is then reused for raw material conditioning, achieving zero wastewater discharge throughout the plant.
In Sumatra, Indonesia, a 100,000-ton-per-year palm hollow fruit bunch organic fertilizer project utilizes our large-scale production line configuration: a dual-tank parallel fermentation system + a 3.2-meter diameter rotary drum granulator + a fully automated packaging line. Addressing the local hot and rainy climate, the equipment is equipped with rainproof canopies and a heat dissipation system. After commissioning, it has operated stably and continuously, supplying products to surrounding oil palm plantations. The cost per ton of fertilizer is 35% lower than imported products.
In Nigeria, Africa, an agricultural industrialization project introduced a 50,000-ton-per-year livestock and poultry manure treatment line, employing a trough-type compost turner combined with a high-temperature aerobic fermentation process, achieving a fermentation cycle of only 18 days. The production line is equipped with a solar-assisted drying system, fully utilizing local sunlight resources and reducing energy consumption by 25%. The product has obtained local organic certification, becoming a demonstration project for organic agriculture in West Africa.
Our company has been deeply involved in the organic fertilizer equipment field for 19 years, possessing experience in over 1300 successful global projects. We provide large enterprises with one-stop services from raw material analysis and process design to equipment manufacturing, installation, and commissioning. Our large-scale production lines support customized capacities from 20-50 tons/hour. The equipment complies with EU CE standards and is compatible with both 380V/50Hz and 460V/60Hz dual voltage configurations. All core components feature a modular design, extending maintenance cycles to over 6 months, and key components (such as rollers and lifting plates) have a lifespan of up to 15,000 hours.

From Indonesian oil palm plantations to large-scale farms in Africa, our large-scale bio-organic fertilizer production lines, with their technological advantages of “high capacity, full automation, low energy consumption, and strict environmental protection,” continuously provide reliable equipment support for large-scale organic fertilizer production worldwide. We welcome you to provide your raw material characteristics and capacity requirements to obtain a one-on-one customized large-scale production line solution.
The large-scale production line configuration described integrates multiple organic fertilizer production equipment systems. The bio organic fertilizer production line begins with organic fertilizer raw material processing equipment like the half-wet material crusher machine, which prepares the composted feedstock to the optimal particle size. This uniform material is then ready for the granulation stage, a critical part of any organic fertilizer production equipment line. For producing high-quality spherical granules, a dedicated organic fertilizer disc granulation production line is a classic and effective choice, with its adjustable parameters for disc angle and speed. For large-scale operations seeking to maximize efficiency and streamline the process flow, a new type two in one organic fertilizer granulator can be integrated. This innovative machine combines the final stages of conditioning and initial granulation, reducing equipment footprint and material handling. The selection of the right organic fertilizer production equipment for the granulation stage—whether a robust drum granulator for high throughput or a versatile two-in-one unit—must be based on the specific scale and product requirements. The synergy between the upstream organic fertilizer raw material processing equipment and the chosen granulation technology is the key to transforming vast quantities of fermented organic matter into consistent, high-value granules for the global market.