The Balance of Organic-Inorganic Compound Fertilizer Production Lines
Organic-inorganic compound fertilizers are a new type of fertilizer made by blending well-rotted organic materials with chemical fertilizers in a certain proportion. They contain both organic matter and inorganic nutrients such as nitrogen, phosphorus, and potassium, offering the dual functions of soil improvement and rapid nutrient supply. However, achieving both “compliant organic matter” and “precise nutrient content” on a single production line is not easy—the two materials differ significantly in density, moisture content, and viscosity. This article analyzes how to achieve an effective balance between nutrients and organic matter through three key aspects: organic material treatment, inorganic additive ratio, and granulation process adaptation.
Organic Material Treatment: Fermentation and Composting as the Foundation of Quality
Organic materials are the sole source of organic matter in compound fertilizers. Raw materials such as livestock and poultry manure, animal and plant residues, and agricultural processing byproducts must undergo thorough fermentation and composting before entering the production line. Uncomposted organic materials will continue to ferment and generate heat during subsequent storage, leading to bulging packaging and granule disintegration.
Fermentation Process Requirements: The composting temperature should reach 60-70℃, and the cycle should be 15-20 days. After fermentation, the material moisture content should be reduced to below 30%, and the pH value should be stable between 5.5 and 8.0. Well-rotted organic material is dark brown in color, odorless, and loose to the touch.

Crushing and Screening: Fermented organic material often contains large fibers or lumps, requiring processing with a chain crusher or semi-wet material crusher to control the fineness of over 90% of the material to below 0.5mm. Insufficient fineness will lead to uneven mixing, directly affecting the nutrient distribution of the final product.
Inorganic Addition Ratio: Precise Calculation Ensures Nutrient Content
National Standard GB/T 18877-2020 stipulates that the total nutrient content (N+P₂O₅+K₂O) of organic-inorganic compound fertilizer should be ≥15%, and the organic matter content should be ≥20%. Different grades of products have organic matter requirements of 20%, 15%, and 10%.
Formula Calculation Logic: Taking a product with 30% total nutrients and 20% organic matter as an example, assuming the composted organic material contains 50% organic matter and approximately 4% nitrogen, phosphorus, and potassium, then approximately 400 kg of organic material (contributing 200 kg of organic matter) and approximately 600 kg of inorganic raw materials (contributing 300 kg of nutrients) need to be added per ton of product. In actual production, adjustments need to be made dynamically based on raw material testing data.
Mixing Uniformity Control: The specific gravity difference between organic and inorganic materials is significant (organic material 0.5-0.7 g/cm³, inorganic salts 1.0-1.8 g/cm³), and insufficient mixing will lead to nutrient stratification. A twin-shaft paddle mixer provides strong shearing, with a mixing time of 3-5 minutes, controlling the coefficient of variation (CV) of uniformity to ≤10%. In production practice, the organic matter content can be flexibly adjusted between 20%-35% and the total nutrients between 20%-40%.
III. Granulation Process Adaptation: Choosing the Right Equipment is Key to Successful Granulation
Organic materials have high fiber content and poor plasticity, making their granulation characteristics drastically different from inorganic fertilizers. Therefore, equipment selection is crucial.
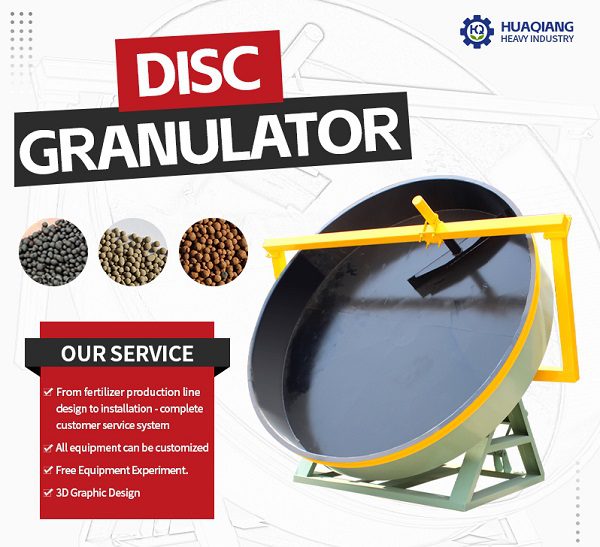
Disc granulation is a classic solution, producing rounded, highly uniform particles, suitable for small to medium-scale production. However, it requires the addition of binders such as bentonite (5%-10%) and is sensitive to material moisture content (ideally controlled at 25%-35%).
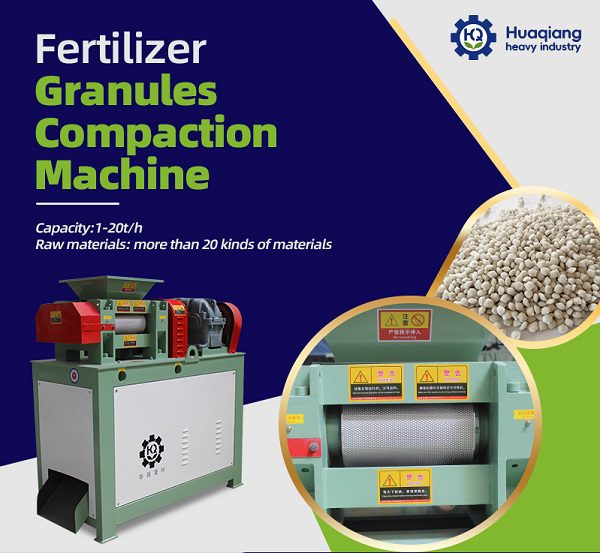
Extrusion granulation uses a dry process, requiring no additional water or drying, making it particularly suitable for heat-sensitive raw materials. Using a three-stage combined polishing and extrusion system, the pelleting rate can reach over 90%, resulting in high-strength, low-moisture particles.
Drum granulation is suitable for large-scale continuous production, aided by the addition of steam or water. However, it requires a supporting drying and cooling system, resulting in higher equipment investment and energy consumption.
Key Post-Granulation Controls: Drying temperature should be controlled between 80-120℃ to prevent organic matter carbonization; finished product moisture content should be ≤12%. The proportion of particles between 1.00-4.75mm after sieving should be ≥70%.
In summary, the production of organic-inorganic compound fertilizers is essentially a technological fusion of the soil-improving properties of organic materials and the rapid-acting properties of inorganic materials. Three interconnected processes—organic substrate fermentation and maturation to ensure quality, precise calculation of inorganic proportions to maintain nutrients, and appropriate selection of granulation equipment to ensure proper pelleting—are essential to producing high-quality products that both improve soil and provide fertilizer. If you are building an organic-inorganic compound fertilizer production line, please contact us. We provide a complete set of equipment and process solutions, from fermentation and maturation treatment and twin-shaft paddle mixers to disc/extrusion/drum granulation. Our professional team is on-site for commissioning, helping you achieve high-quality compound fertilizer production with ≥20% organic matter, precise total nutrient content, and qualified granule strength.
The successful production of organic‑inorganic compound fertilizer hinges on a well‑orchestrated balance between organic matter quality, precise nutrient formulation, and suitable granulation technology—a synergy that transforms raw organic waste into a high‑value commercial product. This balance is most effectively achieved within a dedicated commercial organic fertilizer production line, where upstream poultry manure fertilizer making machine and composting systems ensure thorough fermentation and pathogen elimination, while downstream large scale compost granulator equipment (disc, drum, or extrusion) shapes the blended material into uniform, durable granules. The entire organic fertilizer production process—from raw material receiving, crushing, mixing, granulation, drying, cooling, to screening and packaging—must be seamlessly integrated, and this is where thoughtful organic fertilizer plant design and layout becomes critical. Proper zoning of fermentation, processing, and storage areas, combined with efficient material flow, minimizes cross‑contamination and maximizes throughput. Moreover, the same facility can be adapted to produce pure organic or NPK fertilizers by adjusting the formula, making it a versatile asset for producers who need to respond to changing market demands. By mastering the three core levers—fermentation maturity, nutrient calculation, and granulation adaptation—manufacturers can consistently produce a fertilizer that both feeds crops and builds soil health, meeting the growing global demand for sustainable, high‑performance agricultural inputs.