Bio-organic Fertilizer Production Line: A Magical Factory Turning Waste into Treasure
Would you believe it? A pile of stinking livestock manure can be transformed into bags of “black gold” teeming with beneficial microbes through a production line. This magical line is the bio-organic fertilizer production line—it gives waste a new life and rejuvenates the soil.
Stepping into such a facility, the first thing you see are mountains of raw materials: chicken manure, cow dung, straw, mushroom residue… They have just undergone aerobic fermentation. In the fermentation trenches, a double-screw compost turner paces day and night, flipping and oxygenating the pile like a breathing coach, raising the temperature to 60-70°C to kill pathogens, eggs, and weed seeds. After 15-20 days, the material becomes loose, odorless, and initially decomposed.
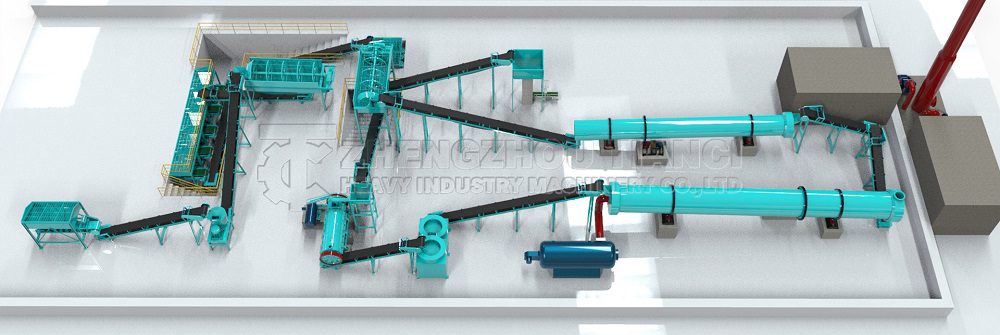
The fermented material still contains lumps and must first enter the crushing stage. A cage crusher, with its unique dual-cage counter-rotating structure, instantly tears high-moisture materials into fine powder without clogging. This fine powder lays the foundation for subsequent mixing and granulation.
Next comes precise batching and mixing. According to the formula, an automatic batching system adds inorganic nutrients (nitrogen, phosphorus, potassium) and, most crucially, beneficial functional bacteria (such as Bacillus subtilis, Bacillus mucilaginosus) in proportion. A double-shaft paddle mixer rapidly blends them at 60 rpm, ensuring that the bacterial agents fully embrace the organic powder within minutes, so every pellet carries an equal “seed of life.”
The blended material arrives at the granulation workshop. A disc granulator rotates at an incline; the material rolls and layers like snowballs on the disc surface, eventually spilling uniform pellets over the edge. The wet pellets from granulation have high moisture and must immediately enter a drum fertilizer dryer. Hot air passes through the material curtain to remove moisture, while the temperature is kept below 60°C to avoid harming beneficial bacteria. Subsequently, a cooler rapidly lowers the temperature with cold air, hardening the pellets and preventing moisture reabsorption.
The cooled pellets are graded by a vibrating screen: qualified pellets go to an automatic packaging machine for bagging and sealing; fines and oversized particles are returned to the granulator to rejoin the “game.” The entire line is orchestrated by a PLC central control system, with each piece of equipment interlocking smoothly and efficiently.
The most exquisite aspect of this production line is the preservation of functional bacterial activity. From batching to packaging, temperature and humidity are precisely controlled, allowing the bacterial agents to enter dormancy within the pellets, then revive upon contact with water and multiply rapidly in the soil, solubilizing phosphorus and potassium, suppressing diseases, and promoting growth. Bio-organic fertilizers not only provide nutrients but also restore soil ecology—they are a core input for green agriculture.
So, when you see crops flourishing in the fields, remember the quietly running production line—it gives waste a new life through mechanical rhythm and offers a sustainable future to the land.