Raw Material Processing: The Foundation of Organic Fertilizer Production
In organic fertilizer production, the raw material processing stage is a crucial first step. Its efficiency directly determines the efficiency of subsequent granulation and drying processes, ultimately affecting the quality and market competitiveness of the final product. Organic raw materials—from livestock manure and crop straw to municipal sludge and industrial organic waste—are characterized by complex composition, fluctuating moisture content, uneven particle size, and varying viscosity. Improper pretreatment can lead to low granulation rates, uneven particle size, and equipment blockage. Therefore, a scientifically designed raw material processing system is essential for efficient production.

Core Equipment: The Crushing Trilogy
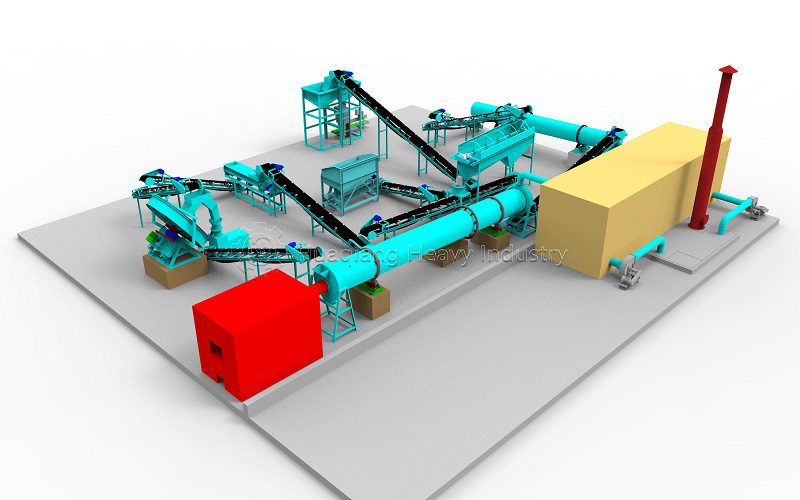
This processing system centers on crushing equipment, supplemented by conveying, mixing, and screening equipment. Three main crushers handle the characteristics of various organic materials:
The half-wet material crusher is specifically designed for processing raw materials with high moisture content and high viscosity, such as fresh manure and wet sludge. Its screenless dual-rotor design can handle materials with a moisture content of 20%-60% without clogging and without the need for pre-drying.
Chain crushers efficiently process dry, loose materials (moisture content <20%), such as straw powder and dry cakes. Their simple chain impact mechanism provides reliable performance at a low cost.
Cage crushers can handle harder, fibrous materials, such as branches, corn stalks, and hardwood chips, pulverizing them into fine powder through high-intensity impact.
Supporting Equipment: A Complete System
In addition to crushers, a complete pretreatment production line also requires:
Conveyors: Belt conveyors for conveying dry materials, screw conveyors for conveying sticky materials, and scraper conveyors for conveying abrasive materials—select the appropriate conveyor based on the material characteristics to prevent sticking and spillage.
Mixers: Horizontal or vertical mixers ensure uniform mixing of the crushed material with microbial inoculants and binders, promoting fermentation and granulation.
Screening: Simple vibrating screens separate oversized particles for secondary crushing, maintaining uniform feed particle size for downstream processes.
III. Process Optimization: Precise Matching
Effective pretreatment follows three optimization principles:
- Equipment and Material Matching: Select the crusher based on the moisture content and hardness of the raw material. For example, fresh chicken manure should be fed directly into a semi-wet material crusher to avoid wasting energy on pre-drying. Excess equipment wastes money; insufficient equipment leads to production bottlenecks.
- Particle Size Control: For optimal granulation, the particle size of the crushed material should be between 1-3 mm. Overly fine particles increase binder consumption; overly coarse particles reduce granulation rate. This particle size range can be maintained by adjusting crusher settings or adding screening.
- Balancing Production Line Capacity: Ensure the capacity of the pretreatment equipment matches the output of the fermentation and granulation stages. A crusher processing 5 tons of material per hour cannot meet the feeding requirements of a granulator processing 10 tons of material per hour. Capacity should be carefully calculated, and buffer silos between stages should be considered. IV. Environmental Considerations
Modern processing lines incorporate environmentally friendly features:
Dust Control: Baghouse dust collectors capture dust particles at the crusher outlet and conveyor points.
Odor Control: For high-moisture materials, simple biofilters or spray scrubbers can be used to reduce odors generated during processing.
Closed-Loop Systems: Fully enclosed conveyors and crushers minimize fugitive emissions.
As the organic fertilizer industry expands, raw material processing equipment is moving towards intelligence and integration. PLC control systems can adjust crusher speed and feed rate in real time based on material characteristics. Sensors monitor moisture content and automatically optimize processing parameters. These advancements make pretreatment more precise and efficient, laying the foundation for fully automated production lines.
Raw material processing is not merely a preparatory step, but the foundation for successful organic fertilizer production. By selecting appropriate combinations of crushers, conveyors, and auxiliary equipment, and optimizing their operation for specific materials, producers can ensure consistent feed quality, maximize downstream efficiency, and ultimately deliver high-quality products to the market. Investment in this initial stage will yield substantial returns throughout the entire production chain.